


铁路客车的车体钢结构所使用的材质主要以耐候钢为主。从板材入库到车辆出厂防腐涂装需经过板材预处理、车体组焊、车体防腐及车外涂装的流程,针对不同的流程制定相应的工艺,是保证铁路客车的防腐涂装的质量的基础。
铁路客车车体防腐涂装具体流程如下:
一、车体涂装工艺过程
底漆喷涂→重防腐喷涂→阻尼浆喷涂→腻子刮涂→中涂漆喷涂→面漆喷涂。
二、底漆喷涂
1、 封闭腔涂刷底漆
车体组焊前,对帽形立柱、帽形横梁等内部封闭空腔,即在车体组成后无法覆涂到防锈底漆的零件表面,其内表面打磨清除锈垢,采用配套的底漆稀释剂对表面进行清洗后刷涂环氧防锈底漆,涂层平均干膜厚度(40~60)μm,附着力(0~1)级。
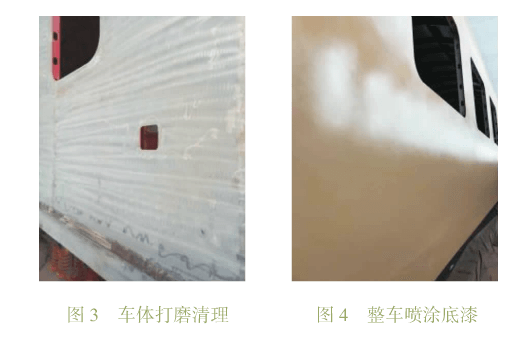
2、车体打磨清理
车体组焊后,彻底清除车内地板杂物和水分,采用风动打磨机对车体内外表面全面打磨,内部复杂面用钢丝轮进行打磨处理,外部墙板用千叶盘进行打磨处理,清除疏松旧涂层和返锈,尤其是各焊接缝隙打磨见金属光泽,清洁度达GB/T 8923.2-2008标准中PSt2级,打磨后采用清洁棉布蘸配套的底漆稀释剂对待喷涂部位擦拭干净。车体打磨清理见图3。
3、局部找补
采用漆刷对车内外、侧顶雨檐内、车端连接器座、下边梁及钩门等旯旮不易喷涂部位先预涂刷底漆。
4、整车喷涂底漆
采用高压无气喷涂设备,对车体内外表面喷涂底漆,按从上到下顺序湿碰湿喷涂两遍,其中车顶喷涂三遍。底漆施工粘度涂-4杯(30±5)s,调制完成后,采用100目滤网过后静置2min~5min,喷涂时喷嘴距被涂物表面300mm~400mm,喷涂压力≥0.5MPa,喷涂后55℃~60℃烘干2h~2.5h,底漆单涂层平均厚度60μm~80μm,附着力(0~1)级。现场检查时,实际测量复合涂层(含预涂底漆)平均干膜厚度范围60μm~100μm,单个点最小厚度不小于49μm,最大不超过140μm。整车喷涂底漆见图4所示。
三、 重防腐喷涂
先采用聚乙烯薄膜对车外底漆层进行防护,尤其是车窗以下和窗口周边、车顶通风孔或排风口等,避免重防腐涂料污染外墙板。然后用高压无气喷枪,对车体内表面和车体下表面喷涂重防腐涂料,要求按照从上至下顺序(即车顶-侧端墙-底架)喷涂(2~4)遍,每遍间隔10min~20min;喷涂压力≥0.5MPa,喷嘴距离喷涂表面300mm~600mm,喷涂后55℃~60℃烘干4h~5h,重防腐单涂层平均厚度150μm~200μm,附着力(0~1)级。实测复合涂层干膜平均厚度范围210μm-300μm,单个点最小厚度不小于175μm,最大不超过500μm。重防腐干燥后,对车窗下口边缘以下所有段焊除涂打聚氨酯密封胶,避免水气进入夹缝,减少腐蚀。重防腐喷涂见图5所示。
四、阻尼浆喷涂
对车内、底架下表面各安装面采用胶带纸、塑料薄膜等进行防护;对车外表涂层进行防护,避免阻尼涂料污染。要求防护牢固密贴、无泄露。采用高压无气喷涂设备,对车体内表面和底架下表面全面喷涂阻尼涂料,要求按照从上至下顺序(车顶-侧端墙-底架)喷涂(3~6)遍,每遍间隔0.5h~1h;喷涂压力≥0.5MPa,喷嘴距离被喷涂物400mm~800mm,喷涂后在室温下干燥48h。车窗下口边缘以下阻尼浆厚度2mm~5mm,车窗下口边缘以上阻尼浆厚度1mm~3mm。阻尼浆喷涂见图6所示。
五、 腻子刮涂
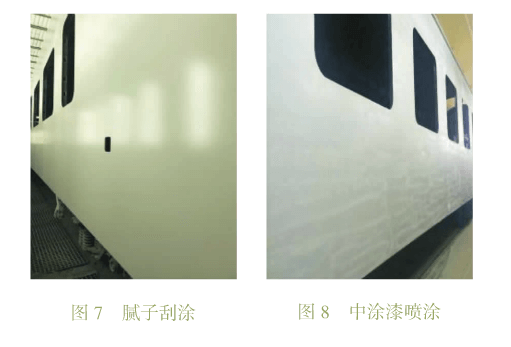
用风动打磨机配80目砂纸对车体端、侧墙及侧顶底漆进行打磨,打磨后漆膜失光,彻底清除尘灰,采用快干腻子对焊缝及明显凹坑处进行找补。找补后,采用1米长的钢刀对车体平面刮涂2遍腻子,腻子稠度9cm~11cm,接着采用60cm双柄刀刮涂4遍腻子,腻子稠度递减。对于雨檐下口、连接器座、脚蹬等圆弧面,采用软刮具涂刮光滑。每遍刮涂前应用快干腻子对缺陷先行修补,腻子刮涂时采用横竖交替法,腻子厚度应尽量薄,每遍腻子刮涂不超过1mm,总体平均厚度不超过2mm。每遍腻子刮涂结束,在18℃以上干燥4h,然后用风动打磨机配砂纸进行全面打磨处理,其中一二遍腻子用80目砂纸打磨,三四遍腻子用120目砂纸打磨,五六遍腻子用180目砂纸打磨,每遍打磨后腻子层平整光滑,距离1米目视,表面,无明显的刀痕及腻梗。腻子刮涂见图7所示。
六、中涂漆喷涂
采用隔膜泵对侧顶板、端墙、车顶喷涂中涂漆,要求喷枪与车体表面距离控制在(25~30)cm,并垂直于被涂物表面,湿碰湿喷涂(2~3)遍,每遍间隔(10~20)min,并横竖交替进行,喷涂后55℃~60℃烘干2h~2.5h,中涂层干膜厚度(40~60)μm。由于存在腻子层,无法测得实际的中涂层的干膜厚度,通过其固含量的换算,计算出其湿膜厚度的范围为(100~140)μm,用湿膜规很方便的就可以进行过程控制。中涂层干燥后,对缺陷部位用快干腻子进行修补,然后再用风动打磨机配240目砂纸对全车进行打磨处理,打磨后表面无腻梗、刀痕等缺陷。中涂漆喷涂见图8所示。
七、 面漆喷涂
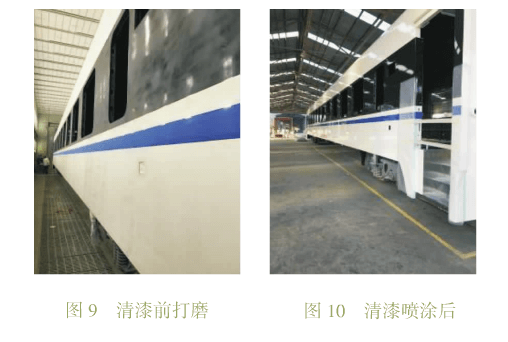
根据美工图纸要求进行面漆喷涂,通常存在分色腰带的情况。面漆喷涂前需要对喷涂部位进行用粘性的除尘布进行除尘处理,然后用分色胶带和聚乙烯薄膜进行糊贴防护,所使用的分色胶带在60℃的烘干条件下不得脱胶。同样采用隔膜泵进行面漆喷涂,喷涂后55℃~60℃烘干2h~2.5h,面漆干膜厚度(40~60)μm,湿膜厚度的范围为(100~140)μm。面漆实干后,用800目砂纸对全车进行打磨处理(见图9),打磨后漆膜失光,表面无颗粒等缺陷,不得磨破面漆层,若打磨时发现漆膜粘砂纸,粉尘不多的现象时,说明漆膜没有达到打磨的干燥程度,应继续烘干直至干燥,否则清漆喷涂后打磨痕迹非常明显。打磨除尘后,采用隔膜泵进行清漆喷涂,喷涂后55℃~60℃烘干2h~2.5h,清漆干膜厚度(40~60)μm,湿膜厚度的范围为(100~140)μm。清漆喷涂后见图10所示。
八、注意事项
1)碳钢车体的防腐涂装有不仅要面对焊接变形大的装饰性难点,还要面对材质腐蚀性的现状,所以严格按照工艺要求执行,加强过程控制,可以大大提高车体的防腐涂装质量。
2)腻子刮涂可以有效的提高车体的平整度,提升外观质量,但是过厚的腻子会造成附着力下降,同时,在每道涂层未达到实干前不得进行下道工序,否则会造成咬底等现象。
3)面漆烘干后打磨喷涂清漆,可以提升清漆的附着力,避免面漆层的缺陷,同时整车打磨后喷涂清漆,可以避免分色腰带的台阶现象,大大提升了车外涂装的整体效果。