


铁路客车因焊接变形大、容易被腐蚀,所以需对铁路客车进行防腐,只有保证了铁路客车防腐质量与涂装美观,才能使得涂层充分发挥其保护性与装饰性的特点。在对铁路客车的车体涂刷防腐涂料之前,要对车钢结构板材进行预处理,那么该预处理的流程有哪些?
1、抛丸处理
厚度≥3mm的热轧板及各类型材可采用抛丸自动线进行处理,去除其表面的氧化皮及锈蚀,抛丸磨料采用直径0.8mm~1.0mm的钢丸,其性能满足GB/T18838.3-2008,处理后表面均匀无死角,清洁度达到GB/T 8923.1-2011标准中的Sa 2.5级,粗糙度达到6.3μm~12.5μm,抛丸处理后,立即喷涂预涂底漆,涂层平均厚度10μm~25μm,附着力(0~1)级。抛丸自动线的参数需按照产品说明书设定,板材的行走速度太快、丸粒直径太小会导致抛丸后清洁度与粗糙度达不到标准;板材的行走速度过慢、丸粒直径太大会造成板材变形以至掉落辊轮之间。抛丸自动线见图1。
2、 磷化处理
厚度≤2.5 mm的冷轧板采用磷化自动线处理,冲压成型的复杂零部件则需在钣金加工后进行槽浸式磷化处理。经过预脱脂、脱脂、水洗、表调、磷化、水洗、烘干及喷漆的工艺流程。其中,磷化液采用了在磷酸锌系中添加了猛、镍离子的“三元体系”的低锌磷化液,磷化后达到GB/T 6701-2001中的次轻量级或轻量级磷化膜的规定。通过将磷化板浸泡在75℃、质量分数5%的铬酸溶液中10-15分钟,除去磷化膜,根据前后测定的重量差求的磷化膜的重量。经过磷化后,立即喷涂预涂底漆,涂层平均厚度10μm-25μm,附着力(0~1)级。由于磷酸盐膜晶体与晶体之间的微小空隙,大大增加了预涂底漆与基材的接触面积,从而提升了漆膜的附着力。磷化处理的具体参数根据磷化液品牌的不同进行规定,定期将磷化的零件浸泡在3%的食盐水中,2小时后取出,或放置15min后取出用水洗净,放置于空气中晾干30min,确认其表面没有锈迹。磷化自动线见图2。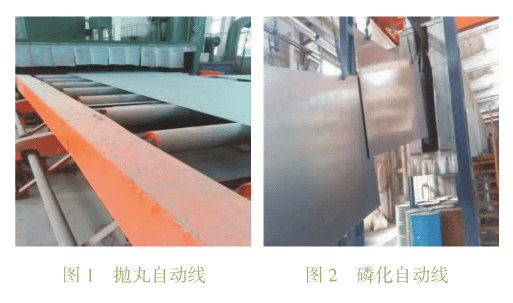
车体钢结构由许多零部件组焊而成,从板材钣金成型到车体组焊完毕,周期至少为半个月左右,通过板材预处理可以有效的避免过程中的腐蚀及对车体涂装的质量有显著提升,因此需要根据板材的性质选取正确的预处理方式。