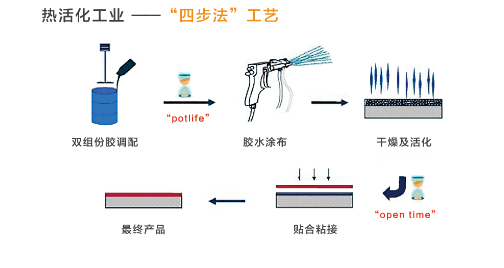
1、热活化工业——“四步法”工艺
2、粘接工艺——压合工艺
第一步:将水性胶粘剂的组分B加入组分A中,搅拌均匀,搅拌过程中不能用力过猛,防止产生泡沫,组分A与组分B按质量比为100:6:
第二步:通过喷涂方式将调配好的胶粘剂,涂覆在待粘贴物件表面,建议涂胶量120~180g/m2
第三步:涂覆胶水后,将待粘接件在40-60℃放置3-20min(或者室温放置1h),手触摸胶层没有湿的感觉时,即可粘合物件。
第四步:将待粘接件在60℃环境中放置1min活化,然后进行冷压1min即可。
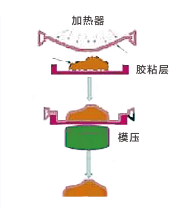
3、粘接工艺——真空吸塑工艺
第一步:将水性胶粘制的组分B加入组分A中,搅拌均匀,搅拌过程中不能用力过猛,防止产生泡沫。组分A与组分B按质量比为100:6:
第二步:通过喷涂方式将调配好的胶粘剂。涂覆在汽车内饰塑料骨架上建议涂胶量120~180g/m²。
第三步:将涂覆胶水的塑料骨架,在40~60℃放置3~20min(或者室温放置1h),手触摸胶层没有湿的感觉时,即可粘合物件。
第四步:将待粘接件放入吸塑机的模具上,然后PVC皮在红外灯烘烤后进行吸塑1min,然后撤去模具即可。
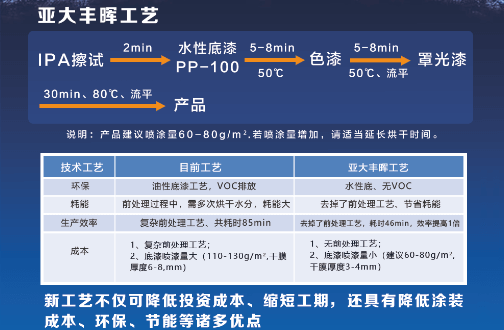
4、亚大丰晖汽车保险杠涂装工艺
5、典型粘接样件

6、应用案例
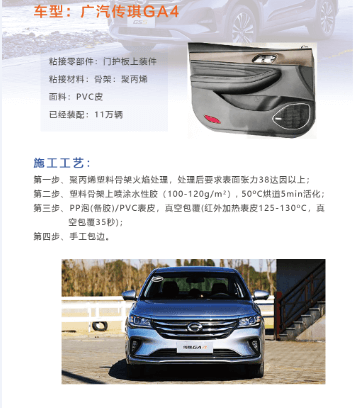
案例一

案例二